Содержание
Как правильно настроить сварочный полуавтомат, признаки неверной настройки
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.

Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.
Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.

- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа.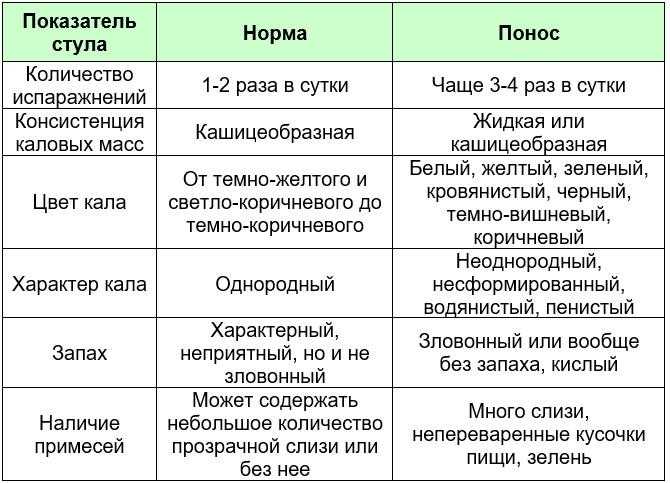 Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая.
 Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью. - При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:
Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
- С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.

Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см.
 Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше. - При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
- Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:
Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.

- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.
Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:
Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
по каким признакам можно это определить, а также как узнать, что продукт годится для питания младенца?
На сегодняшний день существует широкий ассортимент смесей для кормления новорожденного. Выбор родителей в пользу того или иного продукта основывается, как правило, на советах специалистов. Но может возникнуть ситуация, когда смесь не подходит младенцу.
В этой статье мы расскажем, как определить что определенная смесь хорошо подходит малышу и по каким признакам можно узнать противоположную ситуацию, а также что делать, если продукт плохо воспринимается ребенком.
Оглавление:
- Как понять, является ли продукт подходящим для младенца?
- На что стоит обратить внимание при выборе детского питания?
- Признаки того, что организм грудничка не воспринимает продукт
- Что делать, если питание оказалось неподходящим?
- Заключение
Как понять, является ли продукт подходящим для младенца?
Смесь подходит малышу, если он её с удовольствием ест, у ребёнка отсутствуют проблемы с пищеварением, такие как запор, жидкий стул, колики, газы, срыгивания. Правильно подобранная смесь не вызывает аллергии. При сбалансированном искусственном вскармливании младенец хорошо набирает вес, спокойно спит и не капризничает, когда бодрствует.
На что стоит обратить внимание при выборе детского питания?
Первое, на что стоит обратить внимание при покупке смеси для новорожденного, — с какого месяца жизни разрешено кормление данным продуктом.
- Как определить, подходит ли продукт недоношенному ребенку? На упаковке продукта должна быть маркировка «0». Такие смеси идеально подходят также новорожденным.
- Единичка, изображённая на упаковке означает, что смесь предназначена для кормления младенцев с рождения и до 6 месяцев.
- Смеси с маркировкой «2» предназначены для детей возрастом с 6 месяцев и до года.
- Изображение цифры 3 на упаковке говорит о том, что продукт разрешен к употреблению, если малышу исполнился год.
Важно! При выборе производителя смеси предпочтение следует отдать известным, проверенным временем маркам.
Особое внимание нужно уделить стране производства продукта, поскольку продукт, произведенный под одной и той же торговой маркой, но в разных странах, будет не идентичен.
Следует различать следующие виды смеси:
- Специальная адаптированная — предназначенная для вскармливания младенца с самого рождения, наиболее схожая по составу с грудным молоком.
- Классическая — наиболее питательная, но при этом и вызывающая чаще всего аллергические реакции.
- С дополнительными свойствами:
- для недоношенных детей;
- гипоаллергенная;
- улучшающая пищеварение;
- антирефлюксная;
- обогащенная дополнительными микроэлементами;
- безлактозная.
Перед покупкой первой смеси, получив консультацию врача, нужно тщательно изучить ассортимент и цены. Это связано с тем, что новорожденные очень чувствительны к смене питания, поэтому переходить с одной марки смеси на другую, исходя из ее стоимости, нельзя. Поэтому сразу необходимо определиться с бюджетом, который может быть потрачен на питание младенца.
к оглавлению ↑
Признаки того, что организм грудничка не воспринимает продукт
Можно выделить следующие симптомы того, что смесь в данном случае ребенку не подходит.
- Аллергические реакции.
Как их узнать? Первое, на что следует обратить внимание при искусственном вскармливании – появление сыпи на теле, чаще на щеках, у ребёнка. При этом кожа может шелушится. Такая реакция в виде высыпаний связана с тем, что в организме малыша вырабатывается недостаточное количество ферментов для переваривания пищи, белки расщепляются не полностью, в результате такой незаконченной реакции в крови остаются вещества, которые и провоцируют появление сыпи.
Внимание! Проявлением аллергии на смесь могут быть слезотечение, насморк, кашель.
- Нарушения в работе пищеварения.
В чем они выражаются у новорожденного и грудничка? В норме стул младенца должен быть кашеобразной консистенции, без резкого запаха, без слизи, коричневого цвета.
В случае, если смесь не подходит, стул может измениться. У малыша может появиться запор или же, наоборот, жидкий стул. Частые срыгивания также могут свидетельствовать о том, что питание младенца стоит пересмотреть. - Колики и газы.
Детей, находящихся на искусственном вскармливании не должны беспокоить колики и газы. Если же ребёнок плачет от болей в животе, смесь ему не подходит.
- Проблемы с набором веса.
Измерение веса младенца в первые месяцы жизни очень важно. Если ребенок плохо набирает вес, это может стать причиной развития патологий. Маловесные дети ослаблены, более подвержены различным заболеваниям.
Искусственное вскармливание предполагает получение пищи младенцем в определенном количестве строго по нормам, в соответствии с возрастом ребёнка. Если при соблюдении всех рекомендаций кормления смесью малыш плохо прибавляет в весе, это может свидетельствовать о том, что смесь плохо усваивается и требует замены.
- Изменения в поведении.
Беспричинная раздражительность ребёнка, плаксивость могут свидетельствовать о том, что смесь не подходит крохе.
- Плохой сон.
Плохой сон может свидетельствовать о проблемах с пищеварением, которые вытекают из несоответствия смеси организму ребёнка.
к оглавлению ↑
Что делать, если питание оказалось неподходящим?
Важно! Следует помнить о сроке адаптации малыша к новому виду питания. Если негативные реакции на определенный вид смеси сохраняются более трёх дней, питание ребёнка нужно пересмотреть.
Прежде всего стоит обратиться к педиатру и исключить другие причины беспокойства младенца. Если ребёнок здоров, доктор, на основании симптомов, беспокоящих малыша, поможет определиться с выбором новой смеси:
- Если новорожденный страдает от запоров, ему подойдёт кисломолочная смесь.
- Если же стул жидкий, врач порекомендует смеси с повышенным содержанием крахмала.
- При наличии высыпаний, педиатр прежде всего должен назначить антигистаминные препараты, а также выявить, на какой компонент смеси детский организм среагировал аллергией.
- Если малыш плохо набирает в весе при строгом соблюдении графика и норм кормления, доктор, скорей всего, предложит перейти на безлактозную смесь.
Таким образом, только после того, как установлена причина беспокойства малыша, доктор может дать свои рекомендации по подбору новой смеси. На основе полученных рекомендаций родителям легче будет определиться с выбором, отдавая предпочтение той или иной марке. Когда выбор сделан, вводить новый продукт нужно постепенно, начиная с небольших доз, наблюдая за реакцией малыша.
к оглавлению ↑
Заключение
При искусственном вскармливании может возникнуть ситуация, когда смесь не подходит малышу. В таком случае необходимо обратиться к педиатру, который поможет выявить причины беспокойства ребёнка, а также даст рекомендации по подбору другого вида питания.
Наверх
Propane : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей и болезней до эргономики и продвижения по службе. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Каковы другие названия или идентифицирующая информация для пропана?
Регистрационный номер CAS : 74-98-6
Другие названия: Диметилметан, н-пропан, пропилгидрид, сжиженный пропан
Основное применение: Топливо, хладагент, аэрозольный пропеллент, растворитель.
Внешний вид: Бесцветный газ.
Запах: Без запаха в естественном состоянии; поэтому имеет ПЛОХИЕ предупреждающие свойства. Отдушка, такая как меркаптан (запах тухлых яиц), используется в большинстве случаев.
ПРИМЕЧАНИЕ. Оборудование, содержащее пропан, может быть загрязнено природным радиоактивным материалом (НОРМ) в виде свинца 210.
Канадский TDG : UN1978
Что такое классификация WHMIS 1988?
А — сжатый газ; B1 — Горючий газ
Класс A
Класс B1
Что нужно знать о пропане в чрезвычайной ситуации?
Аварийный обзор: Бесцветный газ. Без запаха или с добавлением отдушки. ЧРЕЗВЫЧАЙНО ОГНЕОПАСНЫЙ ГАЗ. Возможны дистанционное воспламенение и обратный отсчет. ОПАСНОСТЬ В ЗАМКНУТОМ ПРОСТРАНСТВЕ. Может накапливаться в опасных количествах в низинах, особенно в замкнутых пространствах. СЖАТЫЙ ГАЗ. Содержит газ под давлением. Может взорваться при нагревании. Удушающий. Высокие концентрации могут вытеснять кислород из воздуха и вызывать удушье. Может вызвать обморожение.
Каково потенциальное воздействие пропана на здоровье?
Основные пути воздействия: Вдыхание.
- Вдыхание: Низкие концентрации не опасны. Высокая концентрация может вытеснять кислород в воздухе. Если для дыхания доступно меньше кислорода, могут возникнуть такие симптомы, как учащенное дыхание, учащенное сердцебиение, неуклюжесть, эмоциональные расстройства и усталость. Когда кислорода становится меньше, могут возникнуть тошнота и рвота, коллапс, судороги, кома и смерть. Симптомы возникают быстрее при физической нагрузке. Недостаток кислорода может привести к необратимому повреждению органов, включая мозг и сердце. В высоких концентрациях: может нанести вред нервной системе. Симптомы могут включать головную боль, тошноту, головокружение, сонливость и спутанность сознания. Может вызвать нерегулярное сердцебиение.
- Контакт с кожей: Не раздражает. Прямой контакт со сжиженным газом может вызвать охлаждение или заморозку кожи (обморожение). Симптомы легкого обморожения включают онемение, покалывание и зуд. Симптомы более тяжелого обморожения включают ощущение жжения и скованность. Кожа может стать восково-белой или желтой. В тяжелых случаях могут развиваться волдыри, отмирание тканей и инфекция.
- При попадании в глаза: Не раздражает. Прямой контакт со сжиженным газом может заморозить глаза. Это может привести к необратимому повреждению глаз или слепоте.
- Проглатывание: Нерелевантный путь воздействия (газ).
- Последствия длительного (хронического) воздействия: Безвреден.
- Канцерогенность: Не является канцерогеном.
Международное агентство по изучению рака (IARC): Специально не оценивался.
Американская конференция государственных специалистов по промышленной гигиене (ACGIH): специально не назначена.
- Тератогенность/эмбриотоксичность: Нанесение вреда нерожденному ребенку неизвестно.
- Токсичность для репродуктивной системы: Опасность для репродуктивной системы не установлена.
- Мутагенность: Не известно, что это мутаген.
Каковы меры первой помощи при пропане?
Вдыхание: Принять меры предосторожности для предотвращения возгорания (например, удалить источники воспламенения). В случае нехватки кислорода: примите меры предосторожности для обеспечения собственной безопасности перед попыткой спасения (например, наденьте соответствующее защитное снаряжение). Вынести пострадавшего на свежий воздух. Сохраняйте состояние покоя в удобном для дыхания положении. Если дыхание затруднено, обученный персонал должен дать экстренную подачу кислорода. Если сердце остановилось, обученный персонал должен начать сердечно-легочную реанимацию (СЛР) или автоматическую наружную дефибрилляцию (АНД). Немедленно позвоните в токсикологический центр или к врачу. Лечение требуется срочно. Транспортировка в больницу.
Контакт с кожей: Неприменимо (газ). Сжиженный газ: быстро удалить пострадавшего от источника заражения. НЕ пытайтесь согреть пораженный участок на месте. НЕ трите область и не применяйте прямое тепло. Аккуратно снимите одежду или украшения, которые могут ограничивать кровообращение. Аккуратно разрежьте одежду, которая прилипает к коже, и снимите оставшуюся часть одежды. Неплотно накройте пораженный участок стерильной повязкой. НЕ позволяйте пострадавшему пить алкоголь или курить. Немедленно позвоните в токсикологический центр или к врачу. Лечение требуется срочно. Транспортировка в больницу.
Попадание в глаза: Неприменимо (газ). Сжиженный газ: вывести пострадавшего на свежий воздух. Немедленно и на короткое время смойте теплой, слегка проточной водой. НЕ пытайтесь согреть. Закройте оба глаза стерильной повязкой. НЕ позволяйте пострадавшему пить алкоголь или курить. Немедленно позвоните в токсикологический центр или к врачу. Лечение требуется срочно. Транспортировка в больницу.
Проглатывание: Неприменимо (газ).
Первая помощь Комментарии: Некоторые из рекомендуемых здесь процедур первой помощи требуют продвинутого обучения оказанию первой помощи. Все процедуры оказания первой помощи должны периодически проверяться врачом, знакомым с химическим веществом и условиями его использования на рабочем месте.
Что такое пожароопасность и средства пожаротушения для пропана?
Воспламеняющиеся свойства: ЧРЕЗВЫЧАЙНО ОГНЕОПАСНЫЙ ГАЗ. Легко может загореться. Легко образует взрывоопасную смесь с воздухом при комнатной температуре.
Подходящие средства пожаротушения: Сухой химический порошок и пена высокой кратности. Следует проконсультироваться с производителями пены для получения рекомендаций относительно типов пены и нормы внесения.
Неподходящие средства пожаротушения: ЗАПРЕЩАЕТСЯ использовать двуокись углерода, пены с низкой кратностью и прямое нанесение воды на сжиженный газ.
Конкретные виды опасности, исходящие от химического вещества: Газ или пар могут перемещаться на значительное расстояние к источнику воспламенения и вспыхивать обратно в место утечки или открытый контейнер. Газ или пар могут скапливаться в опасных количествах в низинах, особенно в замкнутых пространствах, что может представлять опасность для здоровья. Может вытеснять кислород в воздухе, вызывая удушье. Прямое добавление воды к сжиженному газу вызовет мгновенное испарение, приводящее к взрыву (немедленному или отложенному), известному как «взрыв расширяющегося пара кипящей жидкости (BLEVE)». Тепло от огня может вызвать быстрое повышение давления внутри баллонов. Это может привести к взрывному разрыву и внезапному выбросу большого количества газа. Цилиндр может взлететь. При пожаре могут образовываться следующие опасные вещества: очень токсичный угарный газ, двуокись углерода.
Каковы опасности стабильности и реакционной способности пропана?
- Химическая стабильность: Обычно стабилен.
- Условия, которых следует избегать: Открытый огонь, искры, статический разряд, тепло и другие источники воспламенения.
- Несовместимые материалы: Повышенный риск возгорания и взрыва при контакте с: окислителями (например, пероксидами), галогенами (например, хлором). Не вызывает коррозии: алюминиевых сплавов, углеродистой стали.
- Опасные продукты разложения: Не известны.
- Возможность опасных реакций: Неизвестно.
Каковы меры по предотвращению аварийного выброса пропана?
Индивидуальные меры предосторожности: Немедленно покинуть зону. Изолируйте опасную зону. Не допускайте ненужного и незащищенного персонала. Эвакуируйте места с подветренной стороны. Устраните все источники воспламенения. Используйте заземленное взрывозащищенное оборудование. Возможны дистанционное воспламенение и обратный отсчет. Контролируйте зону на наличие легковоспламеняющейся или взрывоопасной атмосферы. Перед входом, особенно в закрытые помещения, проверьте атмосферу с помощью соответствующего монитора. Тест на достаточный уровень кислорода.
Методы локализации и очистки: Если возможно, поверните протекающий контейнер так, чтобы вышел газ, а не сжиженный газ. Обратитесь в аварийные службы и к производителю/поставщику за консультацией.
Дополнительная информация: Обратитесь за помощью к поставщику, в местные пожарные и аварийно-спасательные службы. При необходимости сообщайте о разливах местным органам здравоохранения, безопасности и охраны окружающей среды.
Какие методы обращения и хранения следует использовать при работе с пропаном?
Обращение: Устраните источники тепла и воспламенения, такие как искры, открытый огонь, горячие поверхности и статический разряд. Разместите таблички «Не курить». Используйте только там, где есть достаточная вентиляция. Немедленно сообщайте об утечках, разливах или отказах предохранительного оборудования (например, системы вентиляции). В случае разлива или утечки немедленно покиньте помещение. Никогда не работайте с системой под давлением. Используйте трубопроводы и оборудование, предназначенные для высоких давлений и низких температур. Изолируйте и продуйте все оборудование, трубопроводы или сосуды перед техническим обслуживанием или ремонтом.
ПРИМЕЧАНИЕ. Оборудование, содержащее пропан, может быть загрязнено радиоактивным материалом природного происхождения (НОРМ) в форме свинца 210. Если НОРМ присутствует, при открытии, очистке или ремонте следует принять меры предосторожности для предотвращения вдыхания, контакта с кожей и приема внутрь. работы на внутренних поверхностях этого оборудования.
Хранение: Хранить в прохладном, хорошо вентилируемом месте, вдали от прямых солнечных лучей и источников тепла и возгорания. Утвержденная, пожаробезопасная зона. Отдельно от несовместимых материалов. (например, кислород, газы хлора) На первом этаже или предпочтительно в изолированном, отдельно стоящем здании. Очистить от горючих и легковоспламеняющихся материалов (например, старых тряпок, картона). Электрически соедините и заземлите контейнеры. Зажимы заземления должны касаться голого металла. Всегда закрепляйте (например, цепью) цилиндры в вертикальном положении на стене, стойке или другой прочной конструкции. Избегайте объемного хранения в помещении.
Какой предел воздействия пропана рекомендован Американской конференцией государственных специалистов по промышленной гигиене (ACGIH®)?
ACGIH® TLV® — TWA: Простое удушающее средство*; Опасность взрыва**
Руководство по воздействию Комментарии: Нет конкретного TLV® = пороговое предельное значение. TWA = взвешенное по времени среднее значение.
*Требуется минимальное содержание кислорода.
**Пропан является легковоспламеняющимся удушающим веществом, или выбросы выше ПДК могут приближаться к 10% от нижнего предела взрываемости.
ПРИМЕЧАНИЕ. Во многих (но не во всех) юрисдикциях Канады пределы воздействия аналогичны ACGIH® TLVs®. Поскольку законодательство зависит от юрисдикции, обратитесь в местную юрисдикцию для получения точной информации. Список доступен в Ответах по охране труда о государственных департаментах охраны труда и техники безопасности Канады.
Список актов и правил, регулирующих пределы воздействия химических и биологических агентов, доступен на нашем веб-сайте. Обратите внимание, что, хотя вы можете ознакомиться со списком законодательных актов бесплатно, для просмотра фактической документации вам потребуется подписка.
Что такое инженерный контроль для пропана?
Технические средства контроля: Общей вентиляции обычно достаточно. Не допускайте скопления продукта в воздухе в рабочих или складских помещениях или в замкнутых пространствах. Для крупномасштабного использования этого продукта: используйте строгие меры контроля, такие как ограждение процесса, чтобы предотвратить попадание продукта на рабочее место. Используйте искробезопасные системы вентиляции, утвержденное взрывозащищенное оборудование и искробезопасные электрические системы в местах, где используется и хранится данное изделие. Используйте оборудование для обнаружения утечек и возгорания, а также автоматическую систему пожаротушения. Обеспечьте аварийный душ в рабочей зоне, если существует опасность контакта или разбрызгивания.
Какие средства индивидуальной защиты (СИЗ) необходимы при работе с пропаном?
Защита глаз/лица: Не требуется, если продукт используется по назначению.
Защита кожи: Защищайте открытые участки кожи с помощью изолирующих перчаток, подходящих для низких температур, с длинными рукавами, защитного фартука и брюк, надеваемых поверх ботинок или обуви. При работе с баллонами надевайте соответствующую защиту для ног. Подходящие материалы включают: нитриловый каучук, неопреновый каучук. ЗАПРЕЩАЕТСЯ использовать следующие материалы: поливинилхлорид. Рекомендации НЕ действительны для очень тонких перчаток из неопренового каучука и нитрилового каучука (0,3 мм или менее).
Защита органов дыхания:
До 2100 частей на миллион:
(APF = 10) Любой респиратор с подачей воздуха
(APF = 50) Любой автономный дыхательный аппарат с полнолицевой маской
APF = присвоенный коэффициент защиты
5
Рекомендации относятся только к респираторам, одобренным Национальным институтом безопасности и гигиены труда (NIOSH). Дополнительную информацию см. в Карманном справочнике NIOSH по химическим опасностям.Последнее обновление документа: 7 февраля 2020 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284
(в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги от CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
© Copyright 1997-2023 Canadian Center for Occupational Health & Safety
Угарный газ : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей и болезней до эргономики и продвижения на рабочем месте. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Искать во всех информационных бюллетенях:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Каковы другие названия или идентифицирующая информация для окиси углерода?
Регистрационный номер CAS : 630-08-0
Другие названия: CO
Основное применение: Производство других химикатов, металлургия, калибровочный газ.
Внешний вид: Бесцветный газ.
Запах: Без запаха
Канадский TDG : UN1016
Что такое классификация WHMIS 1988?
А — сжатый газ; B1 — легковоспламеняющийся газ; D1A — очень токсичный; D2A — Очень токсичный (тератогенность/эмбриотоксичность)
Класс A
Класс B1
Класс D1A
Класс D2A
Что важно знать об угарном газе в чрезвычайной ситуации?
Аварийный обзор: Бесцветный газ. Без запаха. ЧРЕЗВЫЧАЙНО ОГНЕОПАСНЫЙ ГАЗ. Возможны дистанционное воспламенение и обратный отсчет. СЖАТЫЙ ГАЗ. Содержит газ под давлением. Может взорваться при нагревании. ОЧЕНЬ ТОКСИЧНО. Смертельно при вдыхании. Вызывает поражение крови. ТЕРАТОГЕН/ЭМБРИОТОКСИН. Может повредить нерожденному ребенку. Может вызвать обморожение.
Каково потенциальное воздействие угарного газа на здоровье?
Основные пути воздействия: Вдыхание.
- Вдыхание: ОЧЕНЬ ТОКСИЧНО. Может нанести вред крови (снижение способности переносить кислород). Симптомы могут включать головную боль, тошноту, головокружение, сонливость и спутанность сознания. Может вызвать необратимое повреждение органов, включая мозг и сердце.
- Контакт с кожей: Не раздражает. Прямой контакт со сжиженным газом может вызвать охлаждение или заморозку кожи (обморожение). Симптомы легкого обморожения включают онемение, покалывание и зуд. Симптомы более тяжелого обморожения включают ощущение жжения и скованность. Кожа может стать восково-белой или желтой. В тяжелых случаях могут развиваться волдыри, отмирание тканей и инфекция.
- Контакт с глазами: Не раздражает. Прямой контакт со сжиженным газом может заморозить глаза. Это может привести к необратимому повреждению глаз или слепоте.
- Проглатывание: Нерелевантный путь воздействия (газ).
- Последствия длительного (хронического) воздействия: Выводы не могут быть сделаны на основании имеющихся ограниченных исследований. Может повредить нервную систему. Может повредить сердце.
- Канцерогенность: Не является канцерогеном.
Международное агентство по изучению рака (IARC): Специально не оценивался.
Американская конференция государственных специалистов по промышленной гигиене (ACGIH): специально не назначена.
- Тератогенность/эмбриотоксичность: ОПАСНОСТЬ ДЛЯ РАЗВИТИЯ. Может нанести вред нерожденному ребенку. Был связан с: низким весом или размером при рождении, трудностями в обучении, выкидышем.
- Токсичность для репродуктивной системы: Опасность для репродуктивной системы не установлена.
- Мутагенность: Не известно, что это мутаген. Выводы не могут быть сделаны на основании ограниченного количества доступных исследований.
Каковы меры первой помощи при угарном газе?
Вдыхание: Принять меры предосторожности для предотвращения возгорания (например, удалить источники воспламенения). Перед спасательными операциями примите меры предосторожности для обеспечения собственной безопасности (например, наденьте соответствующее защитное снаряжение). Вынести пострадавшего на свежий воздух. Если дыхание затруднено, обученный персонал должен дать экстренную подачу кислорода. Если сердце остановилось, обученный персонал должен начать сердечно-легочную реанимацию (СЛР) или автоматическую наружную дефибрилляцию (АНД). Немедленно позвоните в токсикологический центр или к врачу. Лечение требуется срочно. Транспортировка в больницу.
Контакт с кожей: Неприменимо (газ). Сжиженный газ: быстро удалить пострадавшего от источника заражения. НЕ пытайтесь согреть пораженный участок на месте. НЕ трите область и не применяйте прямое тепло. Аккуратно снимите одежду или украшения, которые могут ограничивать кровообращение. Аккуратно разрежьте одежду, которая прилипает к коже, и снимите оставшуюся часть одежды. Неплотно накройте пораженный участок стерильной повязкой. НЕ позволяйте пострадавшему пить алкоголь или курить. Немедленно позвоните в токсикологический центр или к врачу. Лечение требуется срочно. Транспортировка в больницу.
Попадание в глаза: Неприменимо (газ). Сжиженный газ: немедленно и ненадолго промойте тепловатой, слабо проточной водой. НЕ пытайтесь согреть. Закройте оба глаза стерильной повязкой. НЕ позволяйте пострадавшему пить алкоголь или курить. Немедленно позвоните в токсикологический центр или к врачу. Лечение требуется срочно. Транспортировка в больницу.
Проглатывание: Неприменимо (газ).
Первая помощь Комментарии: Некоторые из рекомендуемых здесь процедур первой помощи требуют продвинутого обучения оказанию первой помощи. Все процедуры оказания первой помощи должны периодически проверяться врачом, знакомым с химическим веществом и условиями его использования на рабочем месте.
Что представляют собой пожароопасные вещества и средства пожаротушения для угарного газа?
Воспламеняющиеся свойства: ЧРЕЗВЫЧАЙНО ОГНЕОПАСНЫЙ ГАЗ. Легко может загореться. Легко образует взрывоопасную смесь с воздухом при комнатной температуре.
Подходящие средства пожаротушения : Двуокись углерода, сухой химический порошок, соответствующая пена, распыленная вода или туман. Следует проконсультироваться с производителями пены для получения рекомендаций относительно типов пены и нормы внесения.
Особые опасности, исходящие от химического вещества: Газ или пар могут накапливаться в опасных количествах в низинах, особенно в замкнутых пространствах, что может представлять опасность для здоровья. Тепло от огня может вызвать быстрое повышение давления внутри баллонов. Это может привести к взрывному разрыву и внезапному выбросу большого количества газа. Цилиндр может взлететь. При пожаре могут образовываться следующие опасные вещества: Очень токсичный монооксид углерода, диоксид углерода.
Какова стабильность и реакционная способность монооксида углерода?
- Химическая стабильность: Обычно стабилен.
- Условия, которых следует избегать: Открытый огонь, искры, статический разряд, тепло и другие источники воспламенения.
- Несовместимые материалы: Повышенный риск возгорания и взрыва при контакте с: окислителями (например, пероксидами), галогенами (например, хлором), металлами (например, алюминием). Не вызывает коррозии: алюминиевых сплавов, нержавеющей стали.
- Опасные продукты разложения: Не известны.
- Возможность опасных реакций: Неизвестно.
Каковы меры по предотвращению аварийного выброса угарного газа?
Индивидуальные меры предосторожности: Немедленно покинуть зону. Изолируйте опасную зону. Не допускайте ненужного и незащищенного персонала. При необходимости используйте средства индивидуальной защиты. Устраните все источники воспламенения. Используйте заземленное взрывозащищенное оборудование. Пары или газы могут скапливаться в опасных количествах в низинах, особенно в замкнутых пространствах, если вентиляция недостаточна.
Методы локализации и очистки : Проветривайте помещение для предотвращения скопления газа, особенно в замкнутых пространствах. Остановите или уменьшите утечку, если это безопасно. Сбить газ с помощью тумана или тонкой струи воды. Обвалуйте и соберите загрязненную воду для соответствующей утилизации.
Какие методы обращения и хранения следует использовать при работе с окисью углерода?
Обращение: Перед обращением важно, чтобы все средства технического контроля были в рабочем состоянии, а также чтобы были соблюдены требования к защитному снаряжению и меры личной гигиены. С этим продуктом должен работать только обученный персонал. Немедленно сообщайте об утечках, разливах или отказах предохранительного оборудования (например, системы вентиляции). В случае разлива или утечки немедленно наденьте аварийный респиратор и покиньте помещение. Предотвратить неконтролируемый выпуск продукта. Предотвращайте случайный контакт с несовместимыми химическими веществами. Устраните источники тепла и воспламенения, такие как искры, открытое пламя, горячие поверхности и статический разряд. Разместите таблички «Не курить». Используйте регулятор давления, соответствующий давлению и содержимому баллона. Закрепите цилиндр в вертикальном положении. Защищайте цилиндры от повреждений. Используйте подходящую ручную тележку для перемещения баллонов; не перетаскивайте, не катите, не скользите и не роняйте.
Хранение: Хранить в прохладном, сухом, хорошо проветриваемом помещении, вдали от прямых солнечных лучей и источников тепла и воспламенения, с контролируемой температурой. Всегда закрепляйте (например, цепью) цилиндры в вертикальном положении на стене, стойке или другой прочной конструкции. Пометьте контейнер датой получения, датой вскрытия и датой утилизации. Используйте систему инвентаризации в порядке поступления. Пустые контейнеры могут содержать опасные остатки. Хранить отдельно. Держите закрытым. Соблюдайте все применимые нормы охраны труда и техники безопасности, пожарные и строительные нормы и правила.
Какой предел воздействия монооксида углерода рекомендован Американской конференцией государственных специалистов по промышленной гигиене (ACGIH®)?
ACGIH® TLV® — TWA: 25 ppm BEI
Рекомендации по воздействию Комментарии: TLV® = пороговое предельное значение. TWA = взвешенное по времени среднее значение. BEI® = индекс биологического воздействия.
ПРИМЕЧАНИЕ. Во многих (но не во всех) юрисдикциях Канады пределы воздействия аналогичны ACGIH® TLVs®. Поскольку законодательство зависит от юрисдикции, обратитесь в местную юрисдикцию для получения точной информации. Список доступен в Ответах по охране труда о государственных департаментах охраны труда и техники безопасности Канады.
Список актов и правил, регулирующих пределы воздействия химических и биологических агентов, доступен на нашем веб-сайте. Обратите внимание, что, хотя вы можете ознакомиться со списком законодательных актов бесплатно, для просмотра фактической документации вам потребуется подписка.
Каковы технические средства контроля угарного газа?
Технические средства контроля: Используйте местную вытяжную вентиляцию, если общая вентиляция недостаточна для контроля количества в воздухе. Выпуск непосредственно наружу, принимая все необходимые меры предосторожности для защиты окружающей среды. Используйте искробезопасные системы вентиляции, утвержденное взрывозащищенное оборудование и искробезопасные электрические системы в местах, где используется и хранится данное изделие.
Какие средства индивидуальной защиты (СИЗ) необходимы при работе с угарным газом?
Защита глаз/лица: Не требуется, но рекомендуется носить защитные очки или очки химической защиты.
Защита кожи: перчатки, фартуки, сапоги. Подходящие материалы включают: бутилкаучук, витон®, витон®/бутилкаучук.
Защита органов дыхания:
До 350 частей на миллион:
(APF = 10) Любой респиратор с подачей воздуха.
APF = присвоенный коэффициент защиты
Рекомендации применимы только к респираторам, одобренным Национальным институтом охраны труда и здоровья (NIOSH). Дополнительную информацию см. в Карманном справочнике NIOSH по химическим опасностям.
Последний раз документ обновлялся 4 января 2017 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284
(в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги от CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации.